Mal




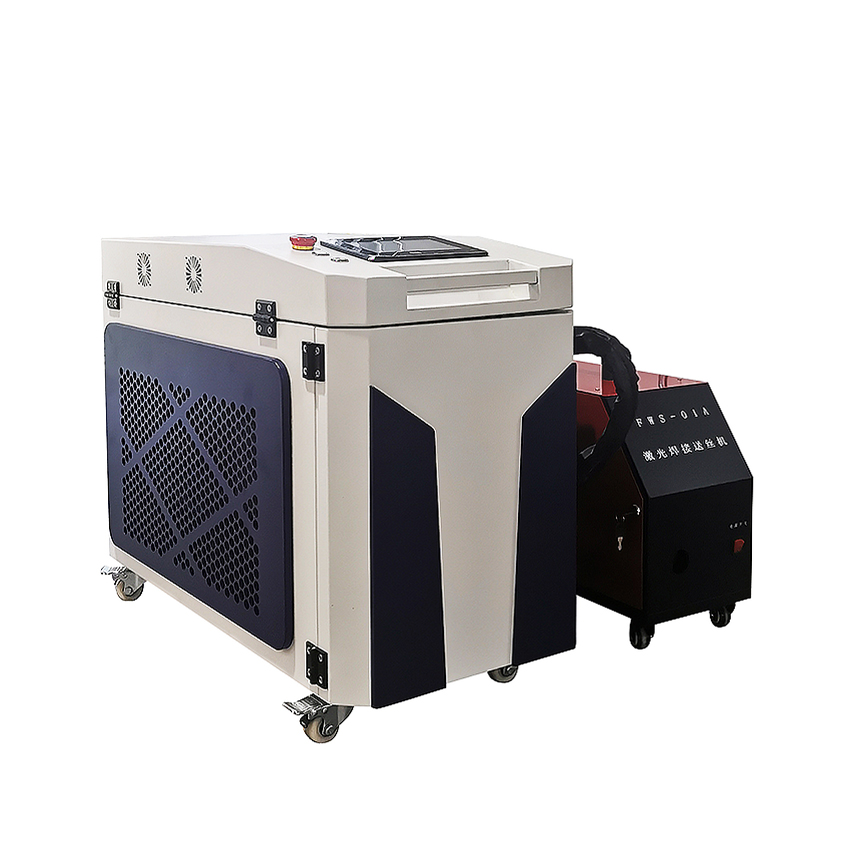
Makîneya Lazerê ya Mini Portable ji bo birrandin, qayimkirin û paqijkirinê
Pêşandana Berhemê
Parametreya teknîkî
| Rewş | Nşh | Pêkhateyên bingehîn | Çavkaniya Lazerê |
| Bikaranîn | Metalê Qelandî | Hêza Derketinê ya Herî Zêde | 2000W |
| Materyalê Sepandî | Hesinî | Cnc an na | Erê |
| Moda Sarbûnê | Sarkirina Avê | Nermalava Kontrolê | Ruida/Qilin |
| Firehiya Pulsê | 50-30000Hz | Hêza Lazerê | 1000w/ 1500w/ 2000w |
| Giranî (Kg) | 300 Kg | Şehadet | Ce, Iso9001 |
| Pêkhateyên bingehîn | Çavkaniya Lazerê Fîberê, Fîber, Serê Weldingê ya Lazerê ya Destgirt | Xalên Firotinê yên Sereke | Rastbûna Bilind |
| Karkirin | Qeydakirina Lazerê ya Parçeyên Metalî | Dirêjahiya Fîberê | ≥10m |
| Pîşesaziyên Pêkanîn | Otêl, Dikanên Cilûbergan, Dikanên Materyalên Avakirinê | Pêkhateyên bingehîn | Pêşkêşkirina Lazerê |
| Moda Xebatê | Pulsasyonkirî | Xizmeta Piştî Garantiyê | Piştgiriya Serhêl |
| Dirêjahiya xala fokusê | 50μm | Dirêjahiya pêlê | 1080 ± 3nm |
| Vekolîna Vîdyoyê ya Derketinê | Pêşkêşkirî | Formata Grafîkî Piştgirîkirî | Ai, Plt, Dxf, Dwg, Dxp |
| Cihê Jêderkê | Jinan, parêzgeha Shandong | Dema Garantiyê | 3 Sal |
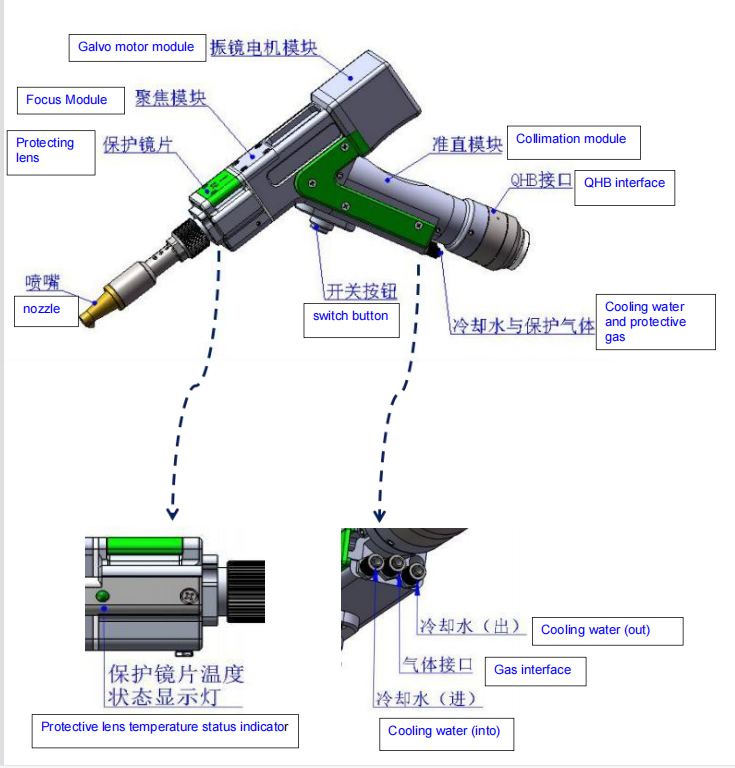
Parçeyên sereke ji bo makîneyê

Fonksiyona sereke ya makîneyê
Makîneya lazerê ya sê-di-yek de dikare metalan bibire, biqelîne û paqij bike bêyî kirîna gelek alavên lazerê ji hev cuda. Ew ji bo qelandina pola zengarnegir û alavên aluminiumê guncaw e, û her weha dikare pola karbonê, alavên tîtanyûmê û hwd. biqelîne, û her weha dikare ji bo qelandinê jî were bikar anîn. Rakirina zengarê û birîna metalê ya bi destan. Ji bo paqijkirina zengara metal, boyax, rûn û pêçan, lêçûn û cîhê teserûf dike.
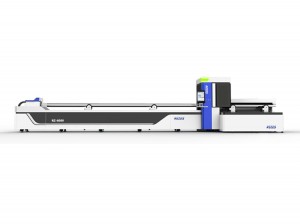
Ew dikare cûrbecûr lewhe û boriyên metalî biqelîne, bi taybetî ji bo qelandina pola zengarnegir, zêr, zîv, sifir, pelê galvanîzekirî, pelê aluminiumê, pelên alloyên cûrbecûr, metalên nadir û materyalên din guncaw e.
Paqijkirina patînaya rûyê hevbendiya sifir, paqijkirina oksîd û gemarê rûyê lûleyên pola, rakirina zengarê ji rêlan.
Bi berfirehî di tabelayên reklamê, hilberên hardware, parçeyên otomobîlan, diyariyên destan û pîşesaziyên din de tê bikar anîn, dikare ji bo kaynakirina pola karbonê, pola zengarnegir, tîtanyûm, aluminium û materyalên din ên metalî were bikar anîn.
Der barê bikaranîna makîneyê
1. Pêkhateya Berhemê
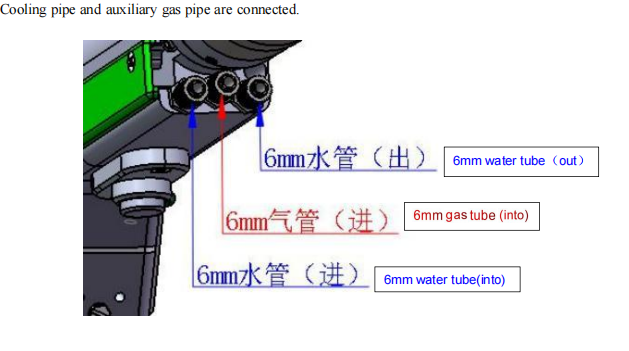
2. Girêdana boriyê
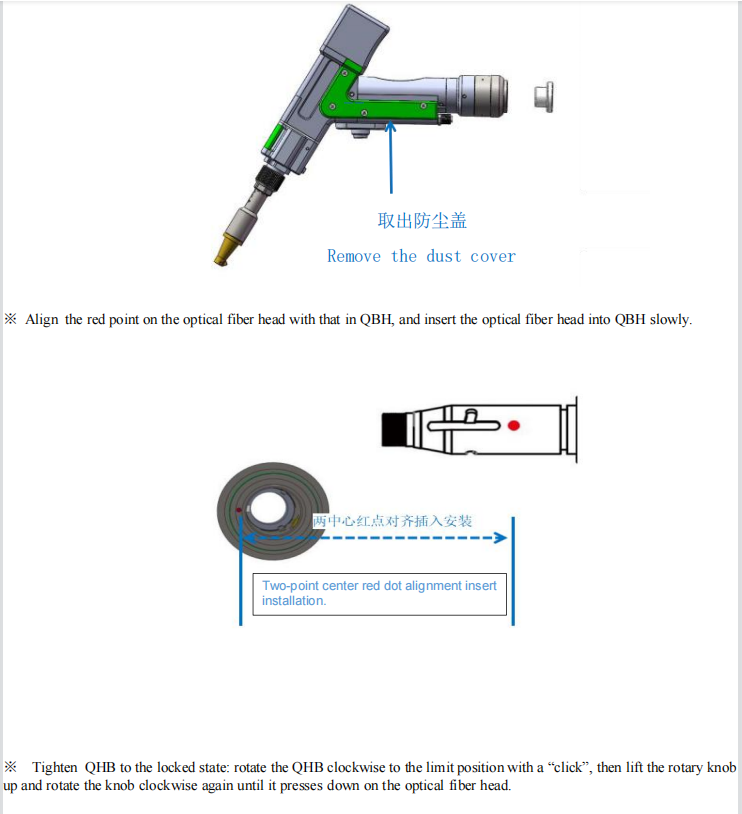
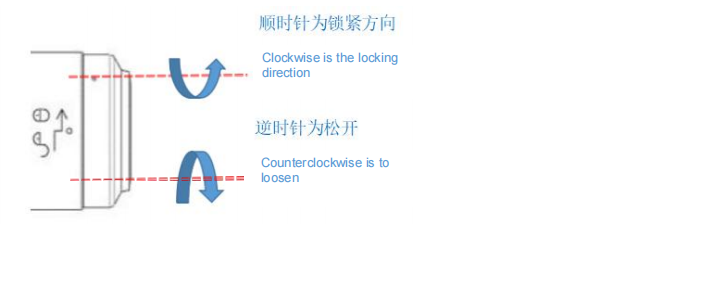
3. Sazkirina têketina fîberê
Parastina Serê Lazerê
- Lensa lazerê ya fîberê:
Rêbaza xebitandinê û hişyarî: Amûr: lepikên bê toz an serê tiliyên bê toz, paçekî pembû yê bê toz, alkola îzopropî û hewaya hişk û paqij a pêçayî ya konservekirî. Alkola îzopropîlî li ser paçekî pembû yê bê toz birijînin, lensê ber bi çavên xwe ve bikin, bi tiliya mezin û nîşanê ya destê xwe yê çepê qiraxa kêleka lensê bi nermî biçipînin, bi paçekî pembû yê bê toz ê ku di destê xwe yê rastê de digire, pêş û pişta lensê ji çepê ber bi rastê an jî ji jor ber bi jêr ve bi yek alî paqij bikin (ji bîr mekin ku ji bo dûrketina ji qirêjiya duyemîn lensê paş û pêş paqij nekin), û rûyê lensê bi hewaya hişk û paqij a pêçayî bifînin da ku piştrast bibin ku li ser lensê toz tune ye.
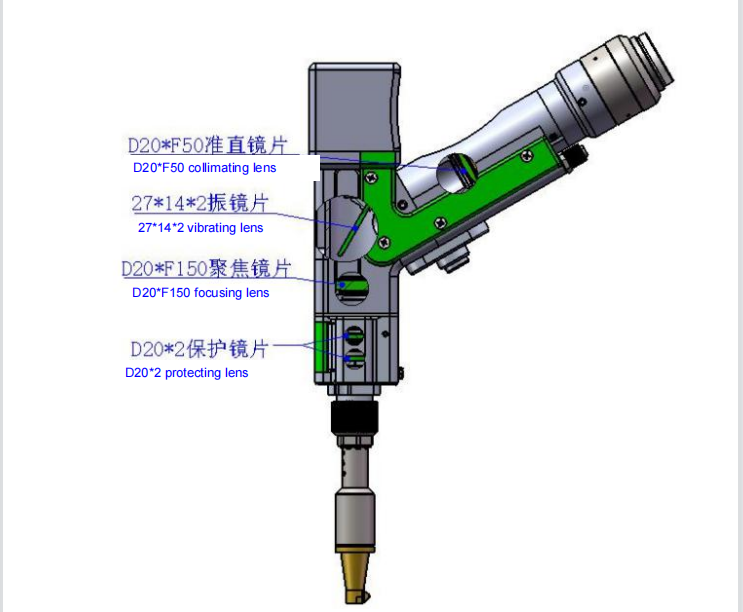

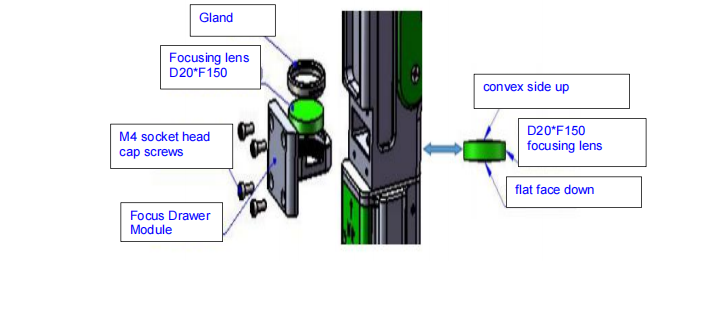
Jihevdexistina lensa fokuskirinê:
Amûr: mifteya şeşgoşeyî ya hundirîn a 2 mm, paçekî pembû yê paqij, alkol û banta maskkirinê. Divê komkirin û jihevdexistina lensan bi destên ku lepikên bê toz li xwe dikin an jî bi serê tiliyan di hawîrdorek paqij de were kirin.
Gav Gav 1: pêça M4 bi mifteyek şeşgoşeyî ya hundirîn a 2 mm sist bikin. Gav 2: modula fokuskirinê bi awayekî horizontî derxînin Gav 3: deriyê bi banta maskê bigirin da ku toz nekeve nav valahiyê û bibe sedema qirêjbûnê. Gav 4: qapax bi nermî tê pêlkirin û 90° tê zivirandin. Her du cihên konveks bi vebûnên çep û rastê re hevrêz bikin. Qapaxê derxînin jor û lensa parastinê dikare were guhertin. (Nîşe: lensê di rêça konkav û konveks de saz bikin.)
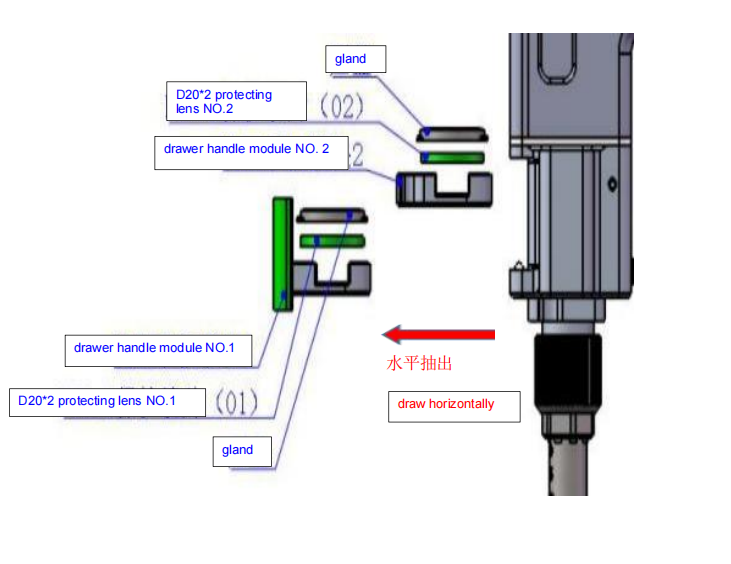
Jihevkirina lensa parastinê
Civandin û jihevdexistina lensan divê bi destên ku lepikên bê toz li xwe dikin an jî bi serê tiliyan di hawîrdorek paqij de were kirin.
Gav: Guhertina cama parastinê 01: Gav 1: Herdu aliyên modula destgirê kişandina kesk 1 bigirin û lensa parastinê bi awayekî horizontî derxin. Xwe ji tozê dûr bixin, deriyê vekirî yê li ser valahiyê bi teypa maskê bigirin da ku toz nekeve nav valahiyê û cama parastinê biguherînin. Gav 2: Qapax bi nermî tê pêlkirin û 90° tê zivirandin. Dema ku her du alî bi her du xêzan re li hev tên, wê sist bikin. Qapaxê derxînin û lensa parastinê biguherînin. Cama parastinê 02 biguherînin: Gav 1: Modula destgirê kişandina kesk 1 derxînin û lensa parastinê bi awayekî horizontî derxin. Xwe ji tozê dûr bixin, deriyê vekirî yê li ser valahiyê bi teypa maskê bigirin da ku toz nekeve nav valahiyê û cama parastinê biguherînin. Gav 2: Qapax bi nermî tê pêlkirin û 90° tê zivirandin. Dema ku her du alî bi her du xêzan re li hev tên, wê sist bikin. Qapaxê derxînin û lensa parastinê biguherînin.